![]()

2005.8月に製作した、背面に引き出しのついたベンチの製作記録です。
☆ここに出てくる機械・道具の詳細は道具コーナーを参照してください。
1.脚部の製作 ☆サムネイルをクリックすると拡大します。
| 仕様の決定 | <依頼主(家人)の要望> ・背もたれ有りのベンチ ・食卓の甲板幅と同じ長さ ∴120cm ・座面の高さは39cm ・後ろ側に深さ20cmの引き出しを2杯つける ・樹種はタモかナラ |
|
| デザイン | 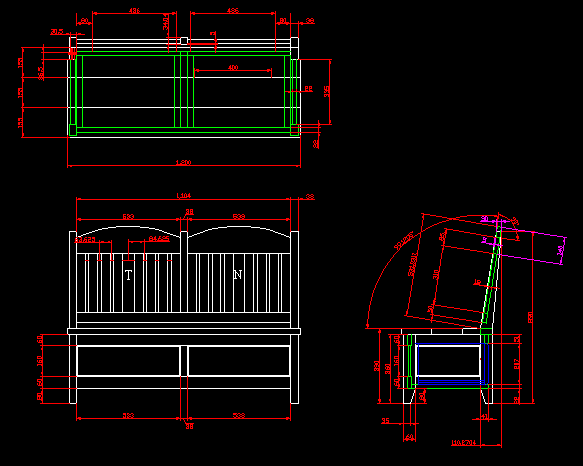 |
このようにちょっとカントリー風です。いつものようにCADを使いました。 |
| 作業手順決定 | これからの手順や段取りを決めます。複雑な作品になればなるほど、これが出来ばえと作業時間に必ず影響します。 1.まず脚部からとりかかる 2.そのつぎは背もたれの部分 3.最後に引き出し部と座板 つまり座板の木取りは1と2の仮組みが終わってからはじめて行います。 |
|
| 荒木取り |  |
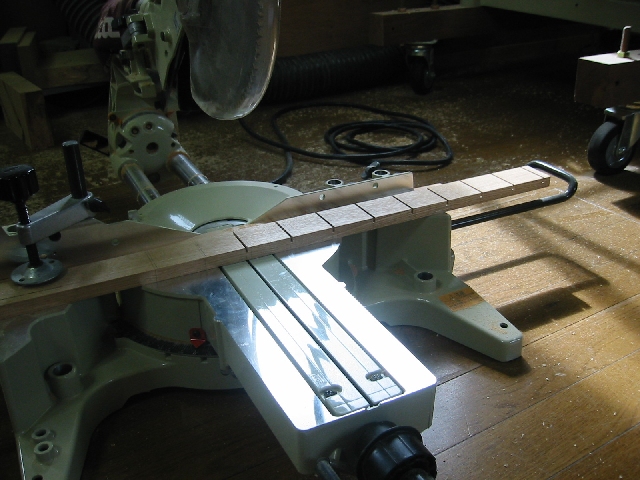
スライド丸ノコで原材料のタモ板材を切断しています。厚さ45mm、幅が30cmともなるといっぺんに切るとノコ刃が止まるほど抵抗を受けて危険ですし焦げ目もつきます。こんなときは切り込みを徐々に深くしていけば問題もなく切断できます。そのためにも材料はしっかりクランプしておきます。 |
| 木取り |  |
後ろ脚は背もたれの部分が斜めになっているのでバンドソーを使います。もちろんテーブルソーで斜め切りの治具を併用すれば可能ですが、安全性が月とスッポンほど違います。 鉛筆の墨線の外側を狙います。慣れればフリーハンドでOKです。どうせ後で鉋がけします。 向こうに見えている机はバンドソーのテーブルとツライチになっています。これによって長い材料でも楽に挽くことができます。 タモ材で40mm厚ともなれば3/4インチぐらいのブレードでなければ垂直に挽きにくくなります。私はTimber Wolf を使っています。 なおバンドソーで挽く前に、手押し鉋盤での基準出し、自動鉋盤での厚み出しをしてあります。 |
| 木取り3 |  |
後ろ脚が2本採れました。どこを切ったのかわかるようにして撮影しています。 ちなみに長さは約90cmです。 |
| 部材の固有化 | この段階で、すべての部材を”固有化”します。固有化とは私の勝手な言い方ですが、たとえば ・左脚か右脚か 、 上か下か (家の柱と同じで、その樹木が立っていた方向を意識します) ・見つけ(目に見える側 or 正面)をどの面にするか ・木づくりするときの基準面を決める ・その他 これらの情報は自分がわかるように直接木に印をしておきます。 |
|
| 墨付け |  |
墨付けといっても使うのは鉛筆またはシラガキという刃物です。 写真は4本の妻手幕板(妻手とは長方形の短い方)をまとめて線を引いています。 同じ長さにする必要のあるパーツは必ずまとめて墨付けするのが大鉄則です。 この段階で、切断するところ、ホゾにするところなど必要な線をすべて引いておきます。 私は2Bから4Bのシャープペンシルを使います。先の丸くなった鉛筆は絶対にダメですぞ。 写真のクランプですが、仕事が速いし相手にキズをつけないし、おすすめです。 |
| 木づくり1 |  |
先ほどの後ろ脚の斜め部を鉋がけしています。 |
| 木づくり2 | 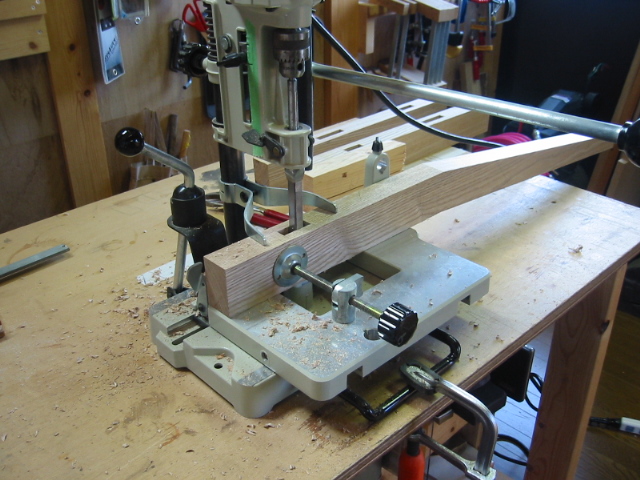 |
ホゾの穴あけ 後ろ脚にホゾ穴をあけています。ノミは4分(12.7mm)。 対になる部材とか同じオフセットで穴をあける部材は、角ノミ盤の前後調整をそのままで穴をあけてしまいます。 絶対値の正しさより、同じ位置に穴があいてることのほうが重要です。 |
| 木づくり3 |  |
ホゾ加工 これについては、いろんな方法や治具があります。オーバーにいえば木工のひとつの醍醐味といえるかもしれません。 写真は、テーブルソー(BT3100)で横切りをしょうとしているところです。ブレードは切り込み深さだけ出しています。 拡大写真で見えると思いますが、テーブルソーの木製刃口板(英 : throat plate)に細い線をナイフ+鉛筆で入れてあります。 この線に材料の墨線を合わせて切ります。 非常に単純ですが、これによって墨線の外側、内側、真ん中のどこを切るのかコントロールすることが出来ます。 なお、写真でもわかりますがマイターゲージの材料と接する面にはサンドペーパーを貼り付けています。 これがないと切ってる最中に材料が逃げてしまってダメになります。 |
| 木づくり4 | 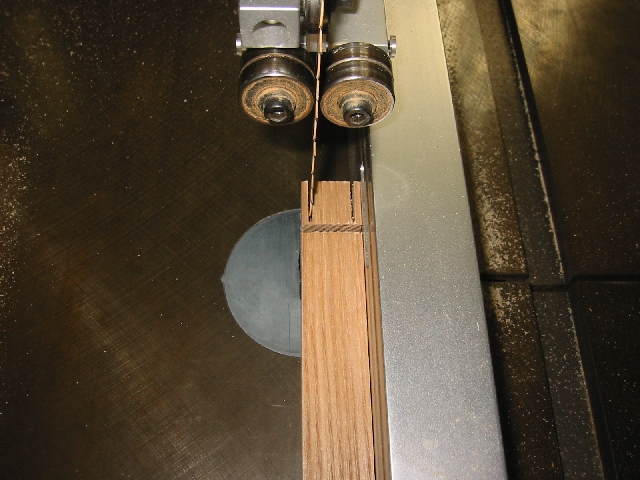 |
ホゾ加工 バンドソーで縦挽きしています。 あとで際鉋やノミで調整するのでほんの少し大きめに切ります。 テーブルソー、あるいはルーターでも治具を使って同じことが出来ます。どれを採用するかはケースバイケースです。 バンドソーでの作業はずば抜けて安全なのがいいです。 |
| ホゾの調整 |  |
腕力でなんとか入るぐらいがいいと思います。 ホゾのオス側は最終段でゲンノウで木殺ししますが、それなりに均一にたたかないとまっすぐに入らなかったりします。 |
| 木づくり5 |  |
脚の最下部です。バンドソーで挽いてから鉋がけしました。 |
| 木づくり6 |  |
座面を支える幕板同士を部材でつなぐときの仕口です。こういう場合は蟻形にしておくと引っ張りに強くなります。 今回はオス側に胴つき面を持ついわゆる”蟻かけ”にしました。 手ノコとノミで加工しましたが、大きな部材のときは角ノミ盤であらかた彫っておく場合もあります。 |
| 調整 |  |
その幕板をつなげたところです。 |
| 木づくり完了 |  |
手前に置いているのは1mのスケールです。 これらを仮組みしていろいろチェックします。 次は仮組みです..... |
| 仮組み |  |
あとで実際に接着するためのリハーサルも兼ねて順番に注意して仮組みしていきます。 |
| 仮組み |  |
ホゾの胴付き面の隙間や各部の直角をチェックします。問題があれば必ずメモして修正します。 写真にはありませんが、軽くクランプしてからチェックします。 |
2.次は背もたれ部の製作
| 木取り、 部材の固有化 |
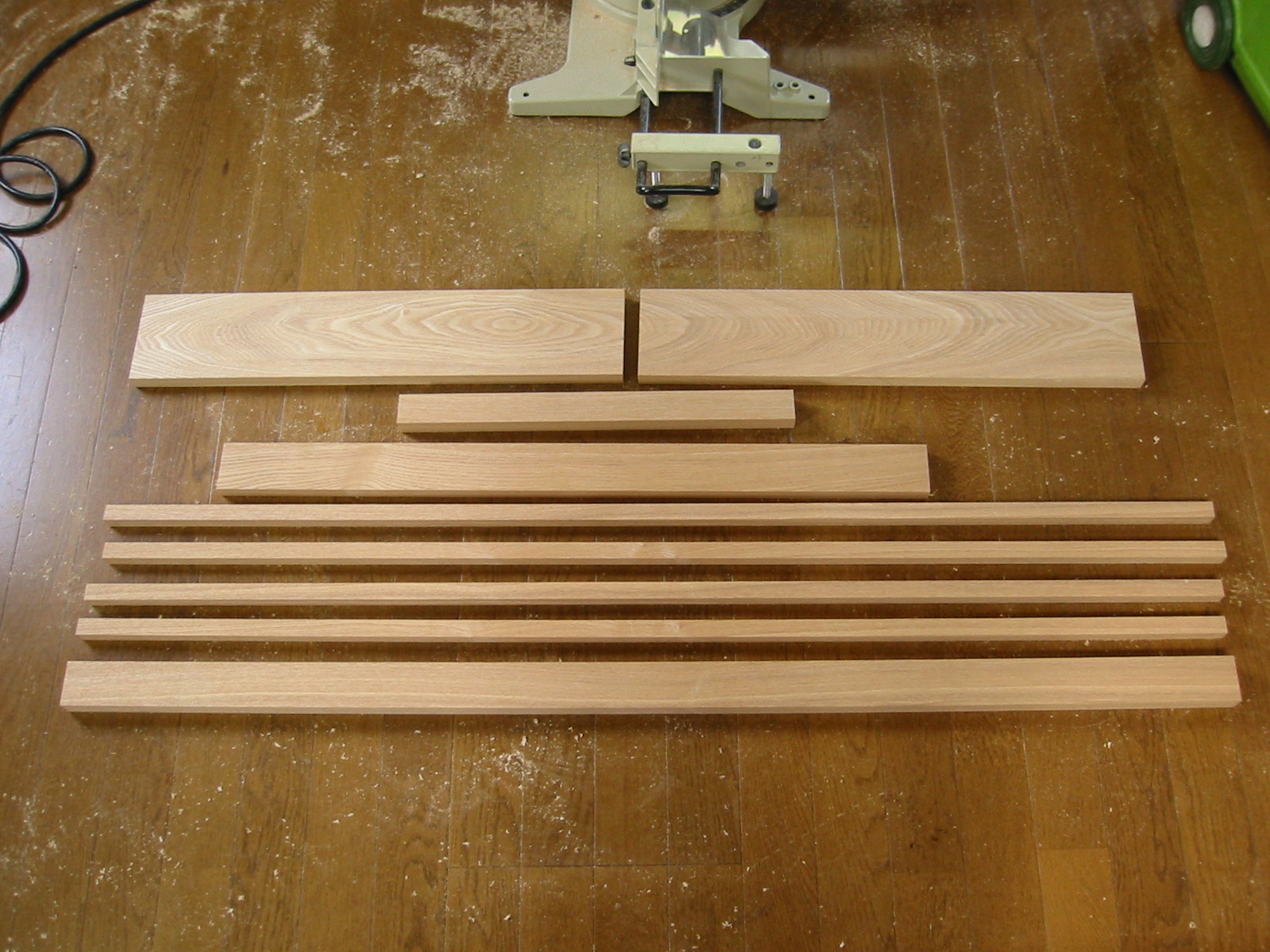 |
すでに木取りの済んだ写真です。 上の2枚は背もたれの最上部材(笠木といいます)です。4本の細い部材は背もたれのストライプ材です。これを1/3の長さにカットして合計12本とります。 なお、笠木は一枚の板から木取りしています。通常、横につながる部材は木目が連続するようにします。特にタモのような環孔材では木目がはっきりしているので、全く違う材料から木取りするとヘンテコな印象になります。 |
| 笠木のホゾ穴あけ |  |
上記ストライプ材を差し込む穴をあけています。4分の角のみ。マキタの卓上角のみ盤では、これくらいの高さがほぼ限界です。 笠木の上ツラは円弧にするのですが、先にホゾ穴をあけておかないとエライことになります。 |
 |
JESADAのルータービットセット。額縁用のセットですが重宝します。 | |
| 面取り加工 |  |
わかりにくい写真ですね。 ストライプ材(19mm角 : すでにホゾ加工が終わっている)の面取りをルーターテーブル(道具コーナー参照)を使って行っているところです。材が細いので両側からフェンスで挟んでいます。ありあわせのデカイ板を使っていますが、櫛形をした便利な専用のフェザー何とかという治具が市販されています。 危ないので指ではなく写真の木製”押し棒”で送材します。 |
| 仮組み |  |
仮組みした状態です。 すべての縦部材の上下胴付き部がビシっと隙間無く納めたいものです。クランプの度合いで多少は融通がききますが。 |
| 透かし部 |  |
透かしは糸鋸盤で行いました。デザインはオリジナルです。 あとで、切り口は細い棒にサンドペーパーを貼ったもので丁寧に仕上げます。その細い棒はなるべく穴に合った形状が好ましいです。 |
| 全体仮組み |  |
ここまでの段階で仮組みしました。 クランプで軽く締めて直角や胴付き面の隙間などをチェックして、問題があれば忘れずに修正します。 次は、脚部にフタ(鏡板)をしてボックス状にする工程です。 |
3.脚部のボックス化
| 木取り |  |
この材料から最終的に12mmmの板を取ります。 バンドソーにかける前に、基準面の平面と垂直を手押し鉋盤で出します。 |
| 挽き割り |
 |
ケビキか鉛筆で挽き割り線をマークしてからバンドソーで割ります。 キレイに割るポイントは、 1.バンドソーのブレードが定盤に対して垂直 2.材料が垂直に立っていること(つまり手押し鉋盤の調整ができていること) 3.広幅で挽き割り専用のブレードを十分にテンションをかける、材料と定盤の密着を意識してゆっくり送る このような広幅材の挽き割りは、私は全くガイドを使用せずフリーハンドで送材します。 できるだけブレードに余計な横方向の力をかけないほうがスムーズに切れるからです。 |
| 挽き割り |
 |
うまく割ることが出来ました。 このあと写真にはありませんが、厚み、長さ、幅、を所定の寸法に加工します。 |
| 縁加工 | |
ここで再びルータービットの登場。 今回は左から3つめのボウル底加工用のビットで、板縁の飾り加工をします。 |
| 縁加工 |  |
加工がおわりました。 板の厚みは12mmですが、縁部は6mmになるまでルーター加工しています。 かなりハードな加工なので少しずつ切り込みを入れて数回に分けて行うことが、木もヒトもケガをしない秘訣です。 なお、周辺部のサンディングは写真のようなサンドペーパー(といっても紙ではなくてスポンジ地)で行うとキレイにいきます。 このように挽き割った板同士は、ブックマッチといって本を見開いたように木目が左右対称となるように配置できるのが嬉しいところです。今回は前面の鏡板としてブックマッチで使います。 |
| 溝加工 |  |
この板をはめ込むための溝の加工(溝とを突くという言い方をしますが)が必要です。 写真を撮り忘れましたが、6mm強の溝なのでテーブルソー(刃厚3mm)で2回走らせます。 溝を突きたい部材の厚みがまちまちなのでテーブルソーのガイド位置調整には気をつかいます。 この写真で、なんとか後脚の溝がわかると思います。 |
写真を撮り忘れましたが、あとで座板を「コマ」で取り付けるための6mm幅・8mm深さの溝をフレーム材(幕板という)にテーブルソーで彫っておきます。コマ留めについては後ほど出てきます。 |
||
| あとは、引き出し部と座板の製作になりますが、これらは最終的には「現物あわせ」になりますので、この段階でいままでのものを本組みします。 | ||
4.本組み(接着)
仮組み段階ですでに接着順序を決めてありますが、今一度確認します。そう、Stop and GO!です。
| 脚部の接着 |  |
ボンド、当て木、クランプなど必要なものを揃えます。 くれぐれも材料の選択、方向を間違えないように。 |
| 脚部の接着 |  |
ボンドはクランプしたとき、少しはみ出す程度がいいです。 はみ出したボンドは入念に拭取っておきます。この辺の神経質さが出来栄えに大きく効いてきます。 |
| 背もたれ部の接着 |  |
多くのパーツを一挙に接着するので大変ですが、音楽でも聴きながらリラックスして。 |
| 全体の組付け |  |
ポニークランプが活躍します。夏季なので朝いちに接着した背もたれ部は午後にはクランプを外しても大丈夫です。 座面の下に引き出しを組み込むので、その部分の直角をスコヤでチェックしながら組んでいきます。 当て木は、あらかじめ紙テープなどで軽く本体にとめておくと一人でも楽にクランプ作業が出来ます。 その当て木は、なるべくキレイな面を当てるようにします。それと本体の材料より柔らかい材が好ましいです。キズがつくからです。それからクランプのシャフトがしなって作品を圧接して型がつくこともあるので注意。 |
5.引き出しと座板の製作
| 引き出しの木づくり |  |
引き出し(抽斗と書くこともあります)の前板は本体と同じタモ材、側板と向こう板はアルダー材、底板は4mmのシナ合板を使います。 深さが20cm強あるので、側板と向こう板はビスケットジョイントで接ぐ(はぐ)ことにしました。 写真はジョイントカッター(ポーターケーブル社)で作業をしているところ。左手にカメラを持っているので変なフォームです。 板厚は20mm以上ありますが、接いでから両面を鉋がけして18mmに仕上げます。 |
| 引き出しの木づくり |  |
ビスケットの穴があきました。 右側に立ててあるのが前板のタモ材です。 手前はジョイントカッター。 付属のダスト袋ではなく、このように掃除機をつないで作業すると全く木屑が邪魔をしないので精度よく作業ができます。 |
| 板接ぎ |  |
ビスケットで板を接いでいるところ。 当然ながら接ぎ面は手押し鉋盤できちんと面を出しておきます。 場合によっては手鉋でまんなかを髪の毛一本ぐらい透かします。 なお、クランプするときは裏表交互にかけるのが基本です。 |
| 木づくり | 前板、側板の寸法を現物あわせで仕上げます。つまり本体の引き出し用開口部にうまくフィットさせることになります。 今回はインセットといって、前板の全体がすっぽりと枠に収まる方式で精度を要するというかごまかしがきかない方式です。 |
|
| 包み打ちつけ加工 |  |
引き出しの前板と側板は昔からの「包み打ちつけ」という仕口で接合します。 写真は前板の接合部をテーブルソーで加工しているところ。自作の治具に材料をクランプして刃の出と位置を合わせて、治具ごと横切りガイドで押して切ります。 なお、この作業の前段でその部分の横挽きをしてあります。 |
| 底板の溝突き | 底板用4mm厚のシナ合板を差し込むための溝を、前板と側板にテーブルソーで彫ります(突きます)。 |
|
| 引き出しの組み立て |  |
必ず仮組みして隙間や直角をチェックして、問題があれば修正します。 写真がありませんが、引き出しを組むときはたくさんのハタガネやクランプ、当て木が必要です。当て木は紙テープで本体にとめておくといいでしょう。 写真手前面が前板になります。深いので4本のクギを打ちました。私はフロアー釘といってフローリング板に使うネジれた釘を使います。釘の頭は6φのダボで埋木しました。 このダボは、あとで切り落としてノミや鉋でツライチに仕上げます。 |
| 引き手づくり |  |
引き出しの引き手もタモ材から切り出します。 糸鋸盤(ヘグナー社)を使っているところです。厚みが15mmほどあるので5番の刃を使いました。 |
| 引き手づくり |  |
こんな具合です。これを面取り・サンディングして仕上げます。 あっと、言い忘れましたが、前板に取り付けるための木ネジの下穴(拡大写真で見えます)は、糸鋸をやる前に(まだ材が直方体)あけておきます。 |
| 座板の木づくり | 今回、座板には430mm幅のタモ一枚板を使います。 この幅では工房の鉋盤には通せないので次のようにしました。 1.凸に膨らんでいる面を、手持ち式の電気カンナでひたすら平面になるように削る。刃の出は0.2mm程度。 2.1mのスチールスケールで縦・横・斜めとチェックしながら鉛筆でマークしては削っていきます。 3.納得するまで削ったら、その面とは反対の面をドラムサンダー(パフォーマックス社)にかけます。 4.ドラムサンダーの有効幅は400mm。材はそれより広いので方向を変えて2回通します。 5・サンディングベルトは#80。 6.全面にサンダーの跡がついたら、ひっくり返して逆の面を通す。 7.しめて2時間以上かかりましたが、1200×430mmの板が裏表ともキレイに平面と直線がでました。 注 : もし何もせずにいきなりドラムサンダーに通すと、、、幅方向の直線は出ますが流れ方向は弓形になったままです。 |
|
| 座板の木づくり | 木端面はテーブルソーと手押し鉋盤で、木口面は電気丸ノコ(日立)+ガイドでそれぞれ加工して所定の寸法に仕上げます。 次に、本体に設置したとき後脚と交錯する箇所を切り取ってピタっとは収まるようにします。 現物を測定して墨付けします。あとは手ノコで慎重に挽きます。(次の次の写真を見てください) |
|
| 座面の加工 |  |
ごらんのように着座面を6mmほど掘り下げます。 まずテンプレートを使ってU字型ビットで周囲をルーティングしたあと、内側をストレートビットでハンドルーティングしました。 トリマーではちょっとしんどいので、ポーターケーブルのルーターを使いました。 |
| 座面の加工 |  |
ルーターの面に、掘り下げ深さ(6mm)と同じ厚みの木片を両面テープで貼っておくと、安定します。 よく言われることですが、ルーターを動かす方向は刃(ビット)が材に喰い込む方向です。 これでまずまず平面に削りだすことが出来ます。 ☆本体の後ろ脚に収まる切り欠きが見えています。 |
| 座面の加工 |  |
写真にちょっと写っていますが、座板の後ろ側を除く3辺に丸面ビットで面取りしました。 これで座板をおいたときに優しい感じになります。 次にルーティングした面を均します。 私は小鉋とスクレーパを使います。 指先ぐらいの鉋も写っていますが、自作の際ガンナです。ギターの力木を削るためのものですが、これで稜線の面取りをしました。 |
| 座面の加工 |  |
次はサンディングです。リョービのマイサンダーの登場です。安価ですが☆が5つ!。 サンドペーパは安くてよく切れる3Mのtri-miteいつも使います。 このサンドペーパーは基材の紙が薄いのですぐに破れます。そこで写真のようにマスキングテープで周囲を補強するとOKです。 この種のサンダーでは木目を横切る動きもあるので、必ず木目に沿ったハンドサンディングでフィニッシュします。 |
| 座板が完成したら、いよいよ塗装です。オスモオイルによるオイルフィニッシュです。 |
6.塗装
| 準備 | すべてのパーツの塗装面をサンディングします。 今回は、ごくノーマルな仕上げということで#320でハンドサンディングしました。 サンディングといってもゴシゴシやるのではなく、仕上げ鉋での境目を無くすのとうっすらと表面を荒らすのが目的です。 これによってオイルと材料表面との相性がよくなります。 サンドペーパーは自作でも市販品でもいいので、必ずホルダーに装着しないと材面におかしなアンジュレーションができてしまいます。 |
|
| 準備 |  |
オスモノーマルクリアー(#3101)です。今回はこれを1回だけ塗ります。 他に、摺り込み用の木綿ウエス、入り隅塗布用のハケ、容器、軍手。 |
| 準備 |  |
塗装面のサンディングダストは ”ある程度” 吹き飛ばしました。 環孔材をオイルフィニッシュするときは細かい木の粉は導管目止めの役目もするので、私はそんなに神経質にふき取りません。 |
| 塗装 |  |
要領は簡単です。 塗りこみ用のウエスにオイルを取って木の表面に摺りこむ。私はすべての導管の中にオイルがしみ込むまでは円運動します。 この段階ではオイルでベトベト・ギトギト状態でかまいません。 最後にふき取り用の木綿ウエスを木目に沿って動かしながらギラギラが残らないようにキレイに拭い去ります。 ウエスでは塗りにくいところは小さなハケで塗布してから「溜まり」が残らないようにウエスでふき取ります。 今回は一回きりの塗装にするので少し多めに摺り込みました。 引き出しの前板や取っ手にも忘れずに塗ります。写真右奥。 |
| 塗装 | おまけ | 【参考までに】 オスモノーマルクリアーでは、ツルツル・ピカピカ仕上げも可能です。その方法について。 乾燥してから(2日以上おく)塗り重ねる前に#400〜#1500(以上)のサンドペーパーによる「研ぎ」の工程を入れます。 番手は塗り重ね回数に応じて細かくします。 そしてその研ぎカスもいっしょにオイルで摺りこんでいきます。そしてまた乾燥させます。 これを5回も繰り返せば鏡面に近くなります。それでもまだ物足りなければ、クルマ用の超微細コンパウンドで磨いてください。 同じオイルでも桐油や亜麻仁油ではこうはいきません。オスモの場合はワックス成分やその他の固形成分が含まれているためだろうと思っています。 ☆詳細はそのうちアップしたいと思いますが、木を本格的に目止めしてからオイルではなくニスやラッカーで本当の鏡面仕上げする方法もあります。一部の高級輸入家具やギター・ピアノの仕上げがそうですね。 |
| 終了 |  |
塗りたての写真です。 |
| これで終わりではありません。まだ重要な作業があります。 |
7.座板の取り付け
| 木取り 木づくり |
 |
座板の取り付け方法にはいろいろありますが、私はもっぱら「駒止め」を使います。金具を使いたくないのと、広い板の収縮・膨張による動きにも対応できるからです。大きなテーブルや学習机もこの方式で行います。 その駒をまとめて作ります。材は堅くて強いナラやカシが適当です。 所定の幅・厚みに木づくりして、まずは駒の「切り欠き部」の横引きをまとめてします。 スライド丸ノコ(マキタ)で墨線の左右を間違わないように切っていきます。 この丸ノコは刃の切り込み量を調整できるので便利です。 |
| 穴あけ |  |
木ネジの下穴あけ。 これもパーツに切り離す前に行うほうがいいでしょう。 |
| 完成 | 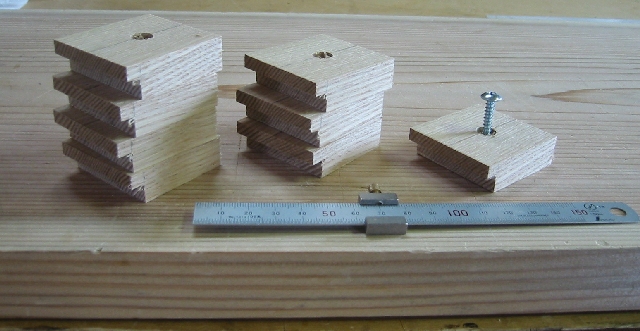 |
再びスライド丸ノコでパーツに切り離したあと、切り欠き部の縦挽きをバンドソーで行いました。 木目の方向が大切です。90°まちがえるときっと割れます。 駒の大きさはおよそ60mm角、厚みは14mm。 あとは軽く面取りして出来上がりです。 |
| おさまりチェック |  |
おさまりはこんな具合です。ポイントがひとつあります。 駒の上ツラとその上にくる座板との間に1mmほどの隙間があくように作ること。 写真をよく見るとわかります。 この隙間によってネジどめしたとき座板がぐっとしまります。 |
| 完了 |  |
座板に向かって4mmトラスタッピングでネジどめしたところです。 きつく締めたとしても、座板が膨張・収縮したときはうまくスライドして追従するのが駒どめのいいところです。 |
| 取っ手の取り付け |  |
取っ手は前板の内側から3mm×25mmの木ネジでとめました。木工ボンドも併用しています。 |
| 引き出しの最終調整 | できるだけ湿気の多い日を選んで行います。 前板インセットの場合、組むとだいたい固めになります。そのとき、どの部分が当たっているのかを正確に見極めて(たいそうな言い方)仕上鉋で少しずつ削ります。 大きな引き出しでも指一本で操作できて且つガタがないように。 イボタ蝋というロウで、しゅう動部をこすっておけば一段とスムーズになります。 |
|
ハイ、これにて完成です。長々のお付き合いお疲れ様でした。次のシリーズもどうぞお楽しみに。
この作品の完成画像は、こちらです。